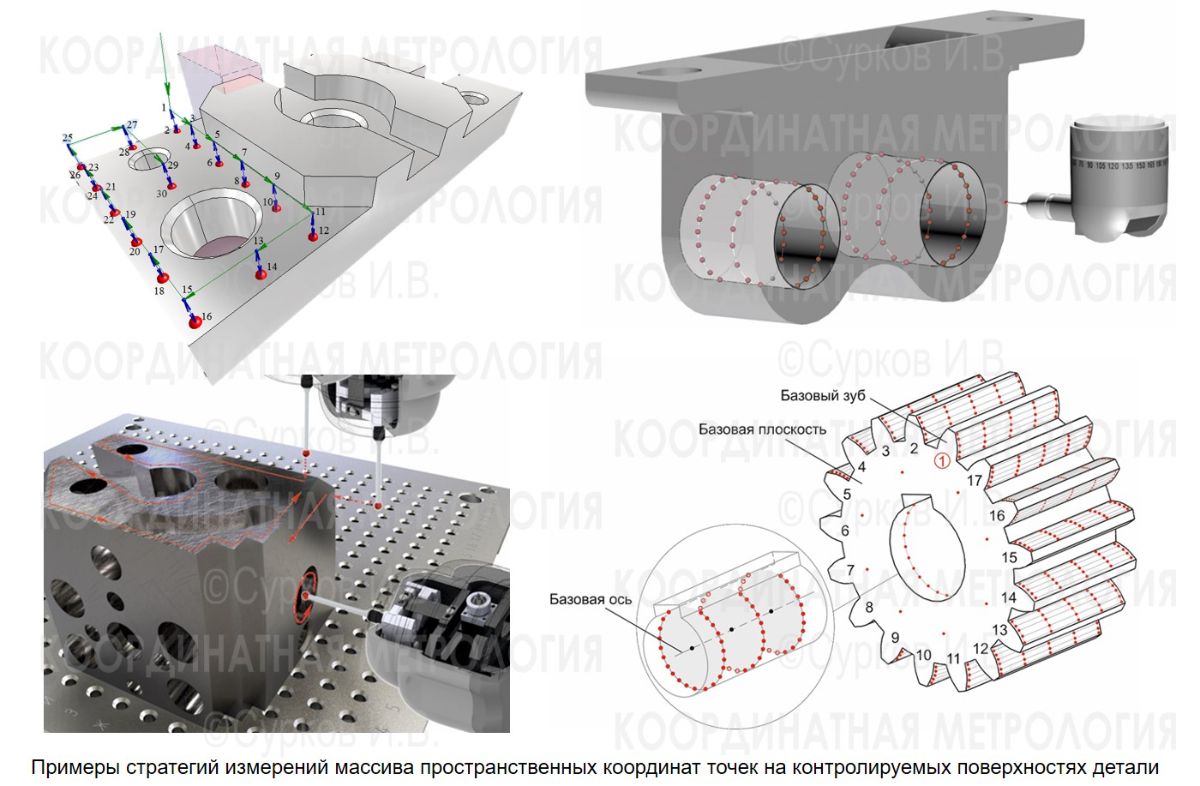
Принципиальная основа координатного метода измерения геометрических параметров заключается в том, что любую поверхность или профиль можно представить состоящей из бесконечного числа отдельных точек и если известно положение в пространстве какого-то ограниченного числа этих точек (массив точек), т. е. определены их координаты, то по соответствующим формулам (алгоритмам) можно рассчитать размеры этих поверхностей (профилей) и отклонения формы, а также определить расположение поверхностей (профилей) в пространстве и между собой (координатные размеры и отклонения расположения).
По сути – это косвенные измерения, так как на первом этапе с помощью координатно-измерительного оборудования использовав типовые стратегии измерения мы в качестве первичной информации получаем значения координат отдельных точек, принадлежащих контролируемой поверхности.
На втором этапе проводятся расчеты заданных размеров, отклонений формы и расположения поверхностей с помощью специальных методик и математических моделей. На заре координатной метрологии компьютерная техника только начинала развиваться и расчеты проводились "в ручном режиме" (в лучшем случае использовались допотопные калькуляторы). Методику координатных измерений старались упростить, результаты трехмерных измерений координат точек анализировали в плоских сечениях и проекциях детали. Инженер-метролог в "явном" (открытом для себя и других коллег) виде формировал расчетно-математическую модель (РММ, иногда используется термин «расчетная (числовая) модель») детали в виде комплекта (системы) математических описаний заменяющих и производных элементов, упорядоченно расположенных в обобщенной системе координат. РММ, используемая для расчета действительных размеров, отклонений формы и расположения элементов контролируемой детали – это упорядоченная последовательность математических формул, уравнений, расчетных алгоритмов, а также массив фактических значений параметров и коэффициентов. Например, математическим описанием заменяющей или производной прямой является известное из аналитической геометрии каноническое уравнение: Ax+By+C = 0, в котором именно коэффициенты A, B и C определяют действительное положение прямой в заданной системе координат (измерительного оборудования или детали). В учебных целях (для упрощения понимания) каноническое уравнение приводится к более привычному еще со средней школы виду y = kx+b, в котором фактические значения коэффициентов k и b не просто численно характеризуют положение каждой прямой, но и имеют понятный геометрический смысл (смотри рисунок ниже). По координатам трех измеренных точек можно математически вывести уравнение заменяющей окружности:

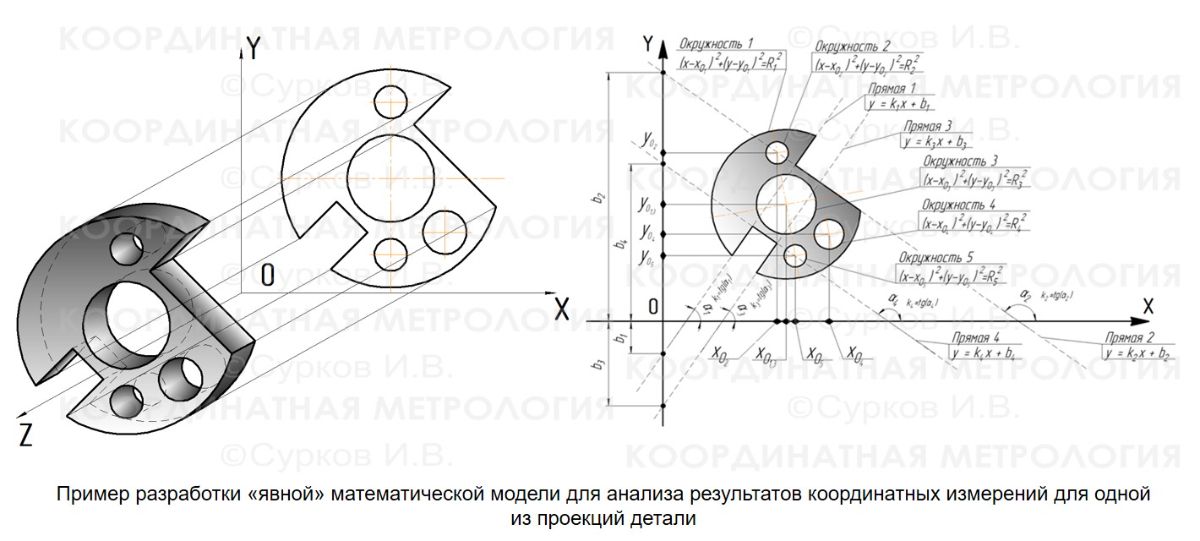
Процесс анализа результатов координатных измерений (при отсутствии средств вычислительной техники и программного обеспечения (ПО)) состоял из разработки РММ в виде явной (открытой) системы взаимосвязанных математических формул, уравнений, расчетных последовательностей (алгоритмов), получения в результате вычислений массивов фактических значений промежуточных параметров и коэффициентов, а затем и окончательных результатов расчетов действительных значений заданных размеров и геометрических отклонений, которые сравнивались с требованиями чертежа. Работа очень трудоемкая, поэтому расчеты обычно выполнялись для минимально возможного числа точек измерения для каждой поверхности (2 точки для расчета уравнения прямой, 3 - для окружности и т.д.). На современном уровне цифровизации было бы странным проводить такие сложные и затратные по времени расчеты в "ручном" режиме, но учитывая (на основании многолетнего преподавательского опыта) их несомненную пользу для формирования взаимосвязи компетенций по теоретическим положениям координатной метрологии и практических навыков для анализа результатов координатных измерений автор всегда стремиться "загрузить" этими расчетами обучаемых на первых же занятиях:-).
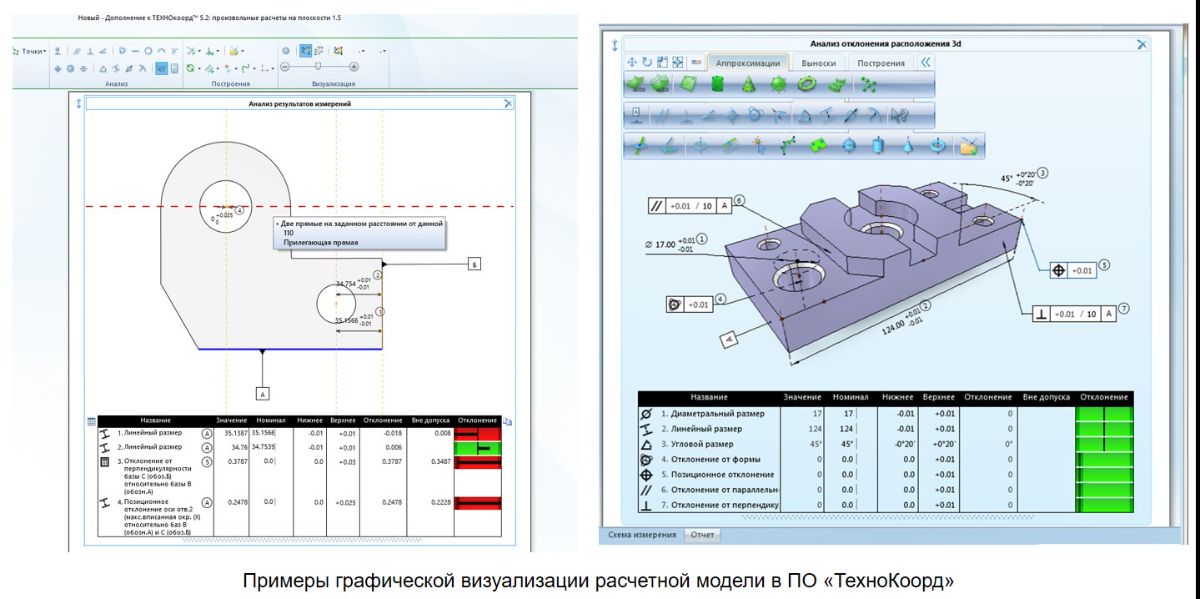
В современных КИМ используются стратегии многоточечных измерений и очень сложные расчетные методики, которые практически невозможно реализовать в ручном режиме. Поэтому даже при ручных измерениях (правильнее сказать: при измерении на оборудовании с ручным управлением) для расчетов применяют специализированное метрологическое ПО. Расчетные алгоритмы и формулы, математически описывающую взаимосвязь координат измеренных точек с определяемыми линейно-угловыми параметрами в современном ПО обычно скрыты от пользователей (подробнее в следующих темах). Многие современные ПО для координатных измерений (в том числе разработанное ЗАО "ЧелябНИИконтроль" ПО "ТехноКоорд") предоставляют возможность (с той или иной степенью подробности) графической визуализации расчетной модели. Выбор типовых методов аппроксимации заменяющих элементов по меню автоматически привязывает соответствующую расчетную модель для анализа результатов координатных измерений. Варианты выбора метода определения производных элементов (центров отверстий, осей цилиндров и конусов, точек и линий пересечения геометрических элементов и т.д.) и создания дополнительных расчетных элементов зависят от возможностей метрологического ПО, но в основном эти инструменты аналогичны уже привычным современным инженерам возможностям CAD/CAM систем.
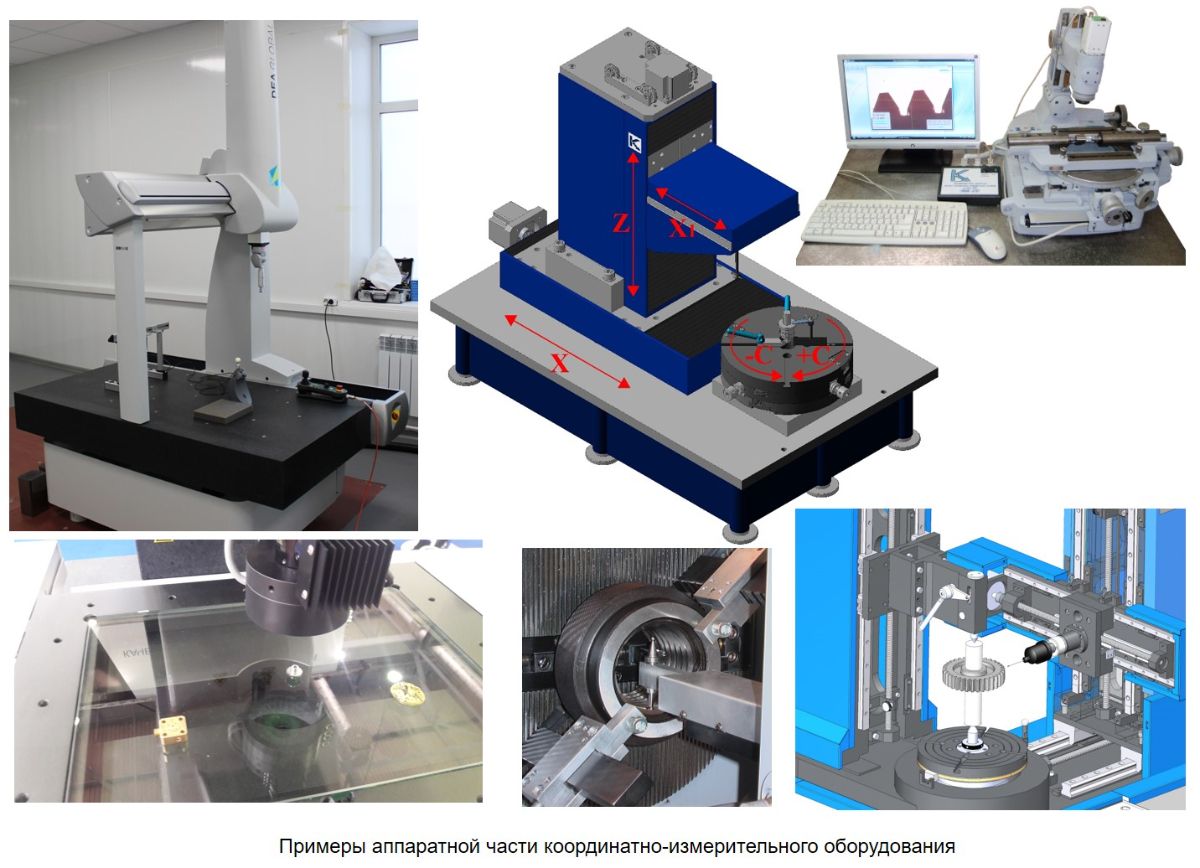
Можно выделить два взаимосвязанных технических комплекса, необходимых для выполнения координатных измерений и оказывающих влияние на их точность:
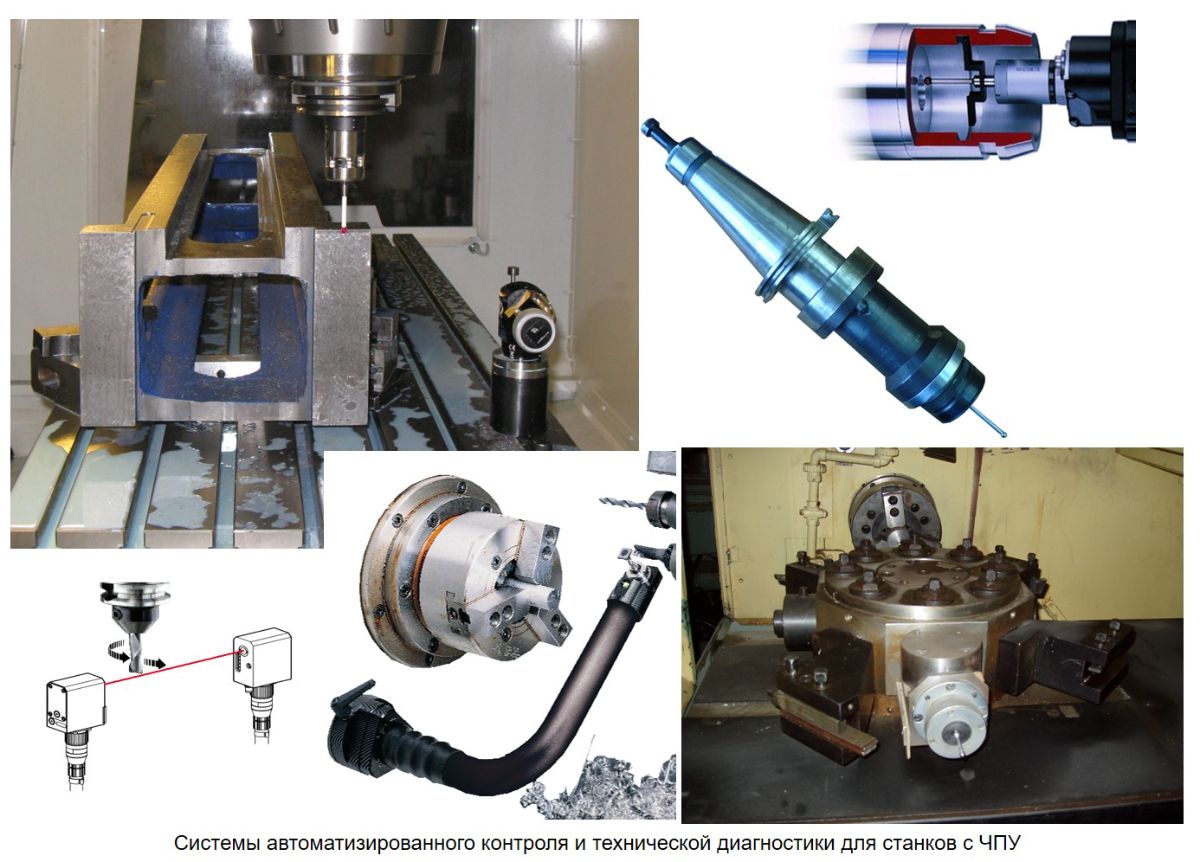
- Координатная измерительная техника – это комплекс из аппаратной части измерительного оборудования, состоящий из системы взаимосвязанных интегрированных мехатронных модулей (механические узлы, электронные компоненты, программное обеспечение низшего уровня), измерительных устройств и датчиков, калибровочной и вспомогательной оснастки, а так же средств автоматизации (управляюще-вычислительный комплекс) и механизации, которые обеспечивают получение массивов значений координат отдельных точек, принадлежащих контролируемым поверхностям детали. Координатные измерения в машиностроении осуществляют с помощью координатно-измерительных приборов (видео работы приборов: НИИК-481КМ2, НИИК-484), машин (видео работы портальной КИМ в лаборатории ЗАО "ЧелябНИИконтроль") и систем различных компоновок с контактными и/или оптическими (учебная КИМ НИИК-701 с оптической ИГ: видео 1, видео 2, видео 3, видео 4) измерительными головками (ИГ), оптических измерительных систем (примеры работы системы технического зрения НИИК-890 "ОптИС": учебный микроскоп, прибор для настройки режущего инструмента вне станка), контактных и лазерных ИГ (система автоматизированного контроля и технической диагностики (САК ТД)) встроенных в технологическую систему современных станков с числовым програмным управлением (ЧПУ). Их используют для определения геометрических параметров объекта (детали): линейных и угловых размеров, отклонений формы и расположения поверхностей. На станках с ЧПУ САК ТД применяется не только для окончательного контроля обработанной детали, но и для решения различных технологических задач управления: определение погрешности установки заготовки для коррекции "нуля детали", оценка фактической величины припуска для коррекции траектории или режимов резания, первичная настройка комплекта режущего инструмента и периодическая диагностика износа или поломки режущих кромок (видео с примерами САК ТД для станков с ЧПУ).
- Программно-методическая часть – это, прежде всего, базовый комплекс информационно-методических материалов (стандарты, технические условия, эксплуатационная документация, методики выполнения измерений), интеллектуальных ресурсов (уровень подготовки, практический опыт и навыки инженеров-метрологов и операторов координатной измерительной техники), специализированного метрологического программного обеспечения (ПО) высшего уровня для координатных измерений. Современное ПО для координатных измерений является многофункциональным, объединяет возможности CAI (computer-aided inspecting (автоматизированный контроль размеров) – обеспечивает режим управления измерительным оборудованием в «реальном» времени, функции получения и анализа измеренных данных, расчета заданных линейно-угловых параметров) и CAIP (computer-aided inspection planning (автоматизированное планирование (проектирование процессов) контроля) – выполняется разработка и отладка технологий контроля) систем.
Очевидно, что эффективность и достоверность процессов координатных измерений в равной степени зависит от технических и метрологических характеристик базовой аппаратной части КИМ и КИС и функциональности специализированного метрологического ПО.
В рамках выполнения научно-исследовательских и опытно-конструкторских работ (НИОКР) по проектированию новой серии многофункциональных модульных измерительных систем и приборов в Челябинском научно-исследовательском и конструкторском институте средств контроля и измерений в машиностроении (ЗАО «ЧелябНИИконтроль») проводится разработка координатно-измерительного оборудования, а также методического, математического, информационного и программного обеспечения процессов координатных измерений. В соответствии с планами НИОКР ЗАО «ЧелябНИИконтроль» на 2006-2022 гг. уже разработаны и серийно производятся координатные измерительные приборы и системы НИИК-481КМ2 (видео), НИИК-484 (видео), НИИК-701 (видео), НИИК-703, НИИК-483 (видео 1, видео 2), НИИК-485. Одной из последних разработок является координатно-измерительная система НИИК-481КМ3, которая предназначена для контроля геометрических параметров конических резьбовых калибров (видео 1, видео 2, видео 3).

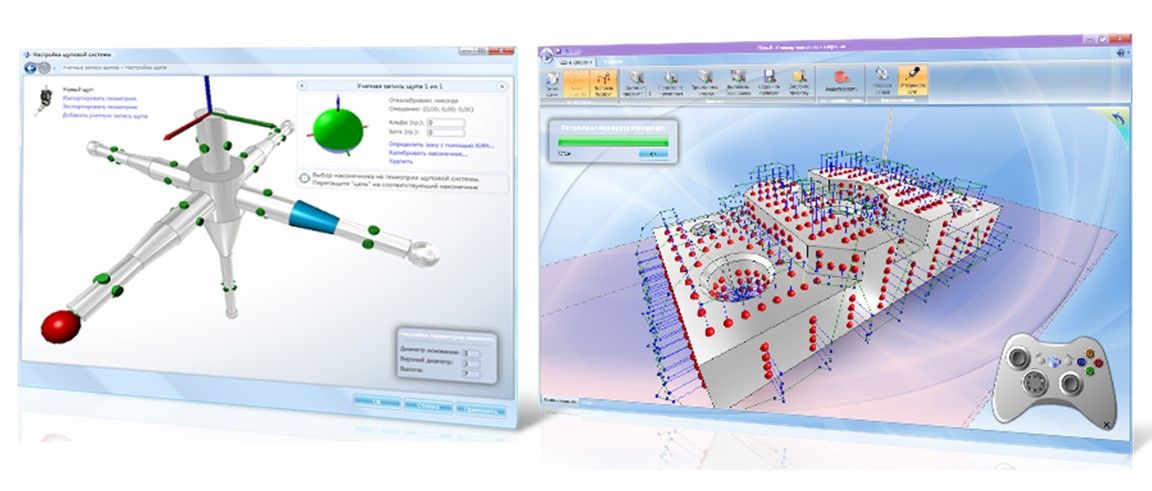
Новые измерительные системы и модернизированные приборы оснащаются специализированным метрологическим ПО собственной разработки, которое включает в себя все модули необходимые для настройки и управления работой координатно-измерительного оборудования, средства для получения, обработки и анализа измерительной информации, удобные графические интерфейсы пользователя, настраиваемые на конкретную операцию измерения, а также средства для формирования подробных отчетов и статистической обработки результатов измерения. Разработанное ЗАО «ЧелябНИИконтроль» ПО для КИМ «ТЕХНОкоорд» (Технология Координатных Измерений) обеспечивает работу с трехмерными моделями измеряемых деталей в соответствии со стандартами CALS-технологий. В ПО интегрированы модули для выполнения процессов калибровки аппаратной части, учета результатов калибровки при определении и коррекции координат измеренных точек.
В зависимости от функционального назначения КИМ или КИС в базовое ПО «ТЕХНОкоорд» включаются дополнительные программные модули: «ТЕХНОкоорд-ОптИС» (работа с «системой технического зрения»), «ТЕХНОкоорд-Эвольвента» (измерение зубчатых колес), «ТЕХНОкоорд-4К» (управление четырехкоординатными измерительными системами с поворотным столом (типа НИИК-483 или НИИК-485)) и др.

Базовое ПО «ТЕХНОкоорд» может быть использовано не только для непосредственного управления работой КИМ в on-line режиме (функции CAI-системы). Функции CAIP-системы дают возможность работать в off-line режиме (без подключения к КИМ). Виртуальная 3D-среда обеспечивает полную симуляцию процесса измерения, позволяет разработать, проверить и откорректировать управляющую программу (УП), которая в дальнейшем может быть запущена на реальной КИМ или КИС. Видеозапись учебного примера работы с ПО "ТехноКоорд".
Дополнительная ссылка на видеозапись лекции автора этой теме для студентов Южно-Уральского государственного университета (2020 г).